|
Подробная информация о продукте:
|
| власть: | 3000W | Частота: | 20kHz |
|---|---|---|---|
| ГЕНЕРАТОР: | Генератор цифров | Напряжение: | 220 |
| компоненты: | Генератор цифров, датчик, ракета -носитель, сваривая рожочок | Материалы рожочка: | Специальная сталь |
| Зона заварки: | ² 0.5-20мм | ||
| Высокий свет: | ультразвуковой welder металла,ультразвуковая заварка металла |
||
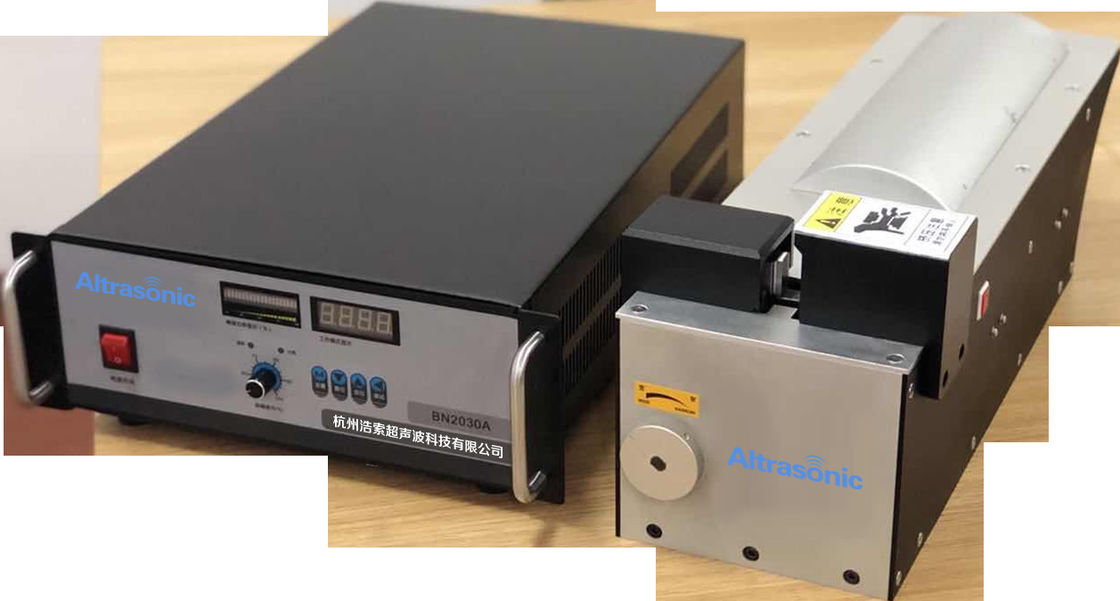
Сварочный аппарат проводки Алтрасоник ультразвуковой, большая заварка зоны, делает его возможный
Описание:
Сварочный аппарат проводки Алтрасоник ультразвуковой можно использовать для сваривать проводов металла, бондарь и провода алюминия, пре-гофрированный провод, метал, который сели на мель провод, терминал, провод/проводник для батареи етк. его можно широко использовать для применений как автомобиль, электроника, генератор, коммуникационные устройства, аппаратура и етк.
Спецификация:
| Модельное Но# | ХС-С2020А | ХС-С2030А | ХС-С2040А |
| Сила | 2000В | 3000В | 4000В |
| Зона заварки | ² 0.5-16мм | ² 0.5-20мм | ² 0.5-30мм |
| Работая воздушное давление | 0.05-0.9Мпа | 0.05-0.9Мпа | 0.05-0.9Мпа |
| Частота | 20Хз | 20Хз | 20Хз |
| Волотаге | 220В | 220В | 220В |
| Вес | 18КГС | 22КГС | 28КГС |
| Работая главный размер | 530*210*230мм | 550*220*240мм | 550*250*240мм |
Преимущества:
1. Сила оборудования разделена в 2000В, 3000В, 4000В, бывшую прессформу заварки, большую сваривая область.
2. Интегрированный дизайн, предварительная структура оборудования, небольшой размер и облегченное, красивое возникновение, легкие для того чтобы двинуть; Технология привязки частоты ПЛЛ участк-запертая принята для обеспечения влияния заварки между проводкой и проводкой, замыкающей плитой проводки и терминала.
уменьшение 3.Кост, хорошая электрическая проводимость после сваривать, низкий уровень или почти зеро коэффициент сопротивления замыкая накоротко время заварки без любых потока, газа и припоя, который зеленый цвет и самая предварительная электрическая технология соединения в настоящее время.
что разница между ультразвуковым сварочным аппаратом металла и ультразвуковым пластиковым сварочным аппаратом?
Во первых, путь работы нет этого же. Вообще, направление вибрации головы заварки в ультразвуковой пластиковой заварке перпендикулярно к положению изделия при сварке. В ультразвуковом сварочном аппарате металла, направление вибрации головы заварки параллельно к положению изделия при сварке. В некоторые специальные случаи, пластиковая заварка может также быть используемыми параллельно направлениями, как более тонкие пластиковые части.
Емкость наивысшей мощности, стабилизированный ультразвуковой генератор:
Первое требование для стабилизированного ультразвукового генератора автоматическое сопровождение цели частоты. Автоматическое сопровождение цели частоты может обеспечить что система датчика может работать в резонансе, т.е., увеличена амплитуда головы заварки. Польза технологии автоматического сопровождения цели частоты, замена прессформ и работа без потребности для ФМ, основные требования для заварки металла. Прибор с вручную регулируемой переменной индуктивностью частоты может по существу соотвествовать.
Секондлы, должный к применению сварочных аппаратов металла к металлам заварки, более высокие требования помещены на технологии ультразвуковой заварки. Сравненный к обычной пластиковой заварке, требования для мощности, плотность мощности, стабильность, и режим автоматического управления нет этих же. уровень. Отечественные ультразвуковые пластиковые генераторы заварки по существу само-возбужденные цепи, типично представленные цепями полно-моста и цепями полу-моста обыкновенно используемыми в тайваньских машинах. Отличительная черта настроенный индуктор. Если существующая зрелая технология для пластиковой заварки сразу возвращена к заварке металла, то свой технический иннатенесс приведет к неустойчивой пользе продукта; свое только преимущество что цена дешева, но для высоких требований самих заварки металла, это преимущество очень бледно.
Стабилизированный ультразвуковой генератор также требует: постоянн регулировка функции амплитуды и амплитуды степлесс. Постоянн функция амплитуды, которая может обеспечить последовательность заварки, ключ к стабилизированной продукции; степлесс регулировка амплитуды основные для обеспечения пользы оборудования, как способность сварить материалы меди и сварки алюминиевые на таком же оборудовании через регулировку параметра.
Емкость наивысшей мощности: Сварочные аппараты металла требуют плотности высокой энергии по отношению к пластиковым сварочным аппаратам и должны иметь относительно емкость наивысшей мощности. Например, машина 20 КГц требует по существу больше чем 3000 в из мощности. Много компаний часто имеют ложные заявки для мощности, поэтому нам только нужно сравнить их с пластиковыми сварочными аппаратами они делают, потому что пластиковые сварочные аппараты слишком высоки быть поверенным.
1. Высококачественные головы заварки: Метал заварка, как промышленное применение, неизбежно потребуйте головы заварки длинной жизни.
2. Высококачественная система управления: Она имеет 3 режима основного контроля: энергия, время, и высота заварки. Разнообразие программное обеспечение проверки качества соотвествует различные.
3. Сварочные аппараты металла используют высококачественные датчики как датчики 20кХз которые должны мочь выдержать больше чем 3кв нагрузки на долгие периоды времени. Много компанис датчиков используют обычные пластиковые датчики заварки и трудны для того чтобы различить по внешнему виду. Это безответствено.
Сварочный аппарат проводки Алтрасоник ультразвуковой, большая заварка зоны, делает его возможным
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Контактное лицо: Hogo Lv
Телефон: 0086-15158107730
Факс: 86-571-88635972