|
Подробная информация о продукте:
|
| Название продукта: | Сварщик пятна 35 КГц портативный ультразвуковой | Частота: | 35Khz±1 КГц |
|---|---|---|---|
| Сила: | 900w | Метод частоты настраивая: | Автоматический настраивать |
| компоненты: | Ультразвуковой датчик, сваривая рожок, защитный рукав и генератор цифров | Сваривая тип: | Ручная деятельность |
| Высокий свет: | портативный сварочный аппарат пятна,звуковой сварочный аппарат |
||
Высокий сваривая сварочный аппарат 35Khz±1 прокола быстроты ультразвуковой КГц
Определение ультразвуковой автоматической пластиковой заварки:
Ультразвуковая заварка высокотехнологичная технология спеченных пластиковых продуктов. Польза этой технологии может заменить прошлую продукцию потока, прилипателей, пряжек или другого механического фиксирования, таким образом улучшающ эффективность продукции и уменьшить цены. Эти сварщики совмещают техническую сложность легко пользы. Их можно легко интегрировать в ваших производственных объектах. Принцип ультразвуковой заварки через ультразвуковой генератор для того чтобы преобразовать высокочастотную электрическую энергию в движение более высокой частоты механическое, тогда механическое движение через набор амплитуды можно изменить на прибор передачи к сваривая голове. Сваривая голова передает полученную энергию вибрации совместной части workpiece, который нужно сварить, в котором энергия вибрации преобразована в тепловую энергию трением и пластмасса расплавлена. Ультразвуковой не только смогите быть использовано для того чтобы сварить трудный термопласт, но также смогите обрабатывать ткани и фильмы. ALTRASONIC найдет самое лучшее решение для ваших термопластиковых сваривая потребностей.
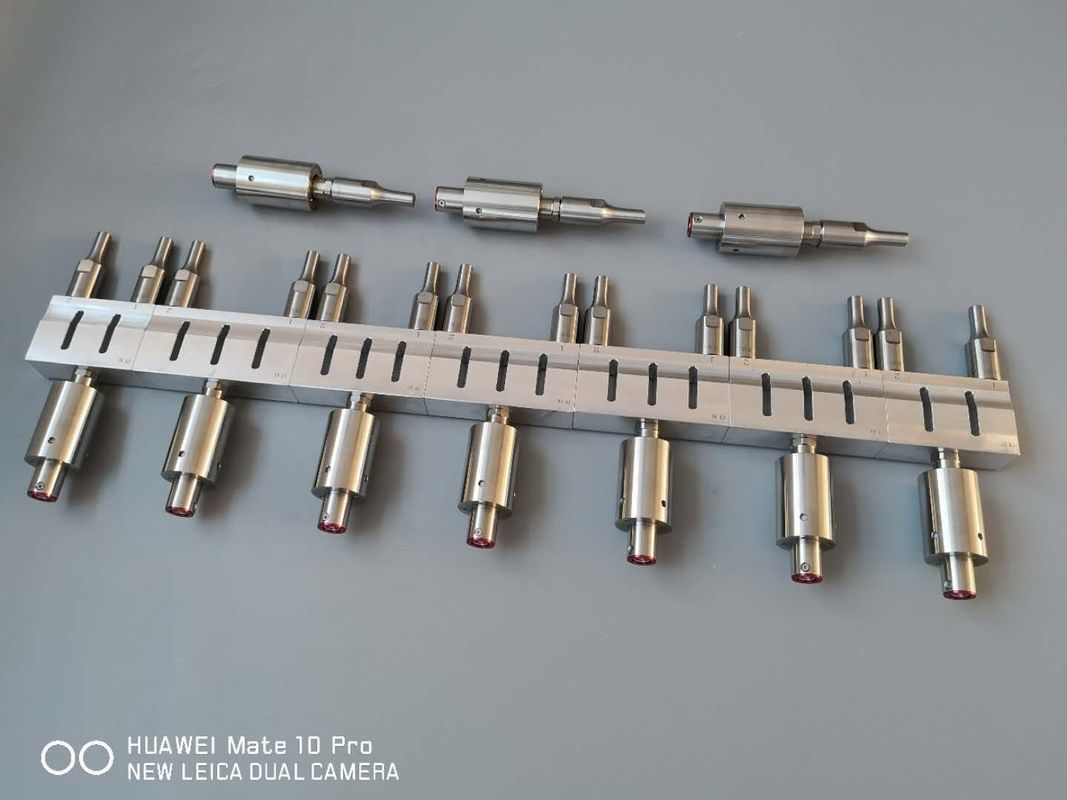
Спецификации:
| Тип оружия | Тип цилиндра | ||||||||
| Модель | HS-35G | HS-28G | HS-28G | HS-20G | HS-35C | HS-28C | HS-28C | HSW60 | |
| Частота | 35k | 28k | 28k | 20k | 35k | 28k | 28k | 60k | |
| Сила | 700&1000 | 300&500 | 400&700 | 900 | 700&1000 | 300&500 | 400&700 | 500 | |
| Рожок | ≤10mm | ≤10mm | ≤12mm | ≤13mm | ≤10mm | ≤8mm | ≤12mm | ≤12mm | |
| Расквартировывать диаметр | 51mm | 64mm | 40mm | 40mm | 45mm | 45mm | |||
| Размер ручки | 100mm×45mm×32mm | -- | -- | -- | -- | ||||
|
Утяжелите снаружи Провод и рожок |
0.6kg | 1.3kg | 1.3kg | 1.5kg | 0.6kg | 0.6kg | 0.6kg | 0.6kg | |
| Генератор цифров | ● | ● | ● | ● | ● | — | ● | ● | |
| Сетноой-аналогов генератор | ● | ● | ● | ● | ● | ● | ● | ● | |
Тип оружия: в соответствии с дизайном формы инженерства человеческого тела, ультразвуковой переключатель начала расположен на пуске, легком для того чтобы схватить и использовать сварочную операцию, особенно соответствующую для горизонтального или вертикального.
Тип цилиндра: для возникновения дизайна прямого, ультразвуковой переключатель начала расположен вне цилиндра, легкой заварки и рука снесла, может также быть установлена между на машину, сварочную операцию для каждого направления.
Конкурентные преимущества:
1. применение в заклепывать, формировать и сваривать
2. облегченный, легкий для того чтобы принять, легкий для того чтобы работать (handheld)
3. Оборудованный со сваривая таймером
4. Easty для того чтобы установить заварку времени
5. Оборудованный с цепью предохранения от перегрузки (напряжением тока, течением, участком, температурой, выходом)
6. Выходная мощность FET
7. Автоматический резонанс
8. Поддерживайте функцию амплитуды автоматически
9. Начало: достигать максимальной силы с 105msec
Условия заварки Affacting ультразвуковой:
Ультразвуковые автомобильные пластмассы как состояние ультразвуковой заварки, самое важное время приложить сваривая длину энергии (вибрации, времени заварки) и давление, конечно, другие условия также очень важны. Сваривая температура подачи выкостности температуры ультразвуковая сваривая материальная. В противном случае материал не расплавит.
С амплитудой, высокий амплитуда, высокий повышение температуры. Давление приложено к отлитой в форму статье используя цилиндрический пристальный взгляд. Генерал обжал воздушное давление 0.1-0.3MPa (манометр), иногда более высоко. Но если польза высокого давления, он помешает цилиндрическую вибрацию.
Сваривая время меняет в зависимости от материала и формы продукта. Сваривая время некоторых отлитых в форму статей только 0,2 секунды. С течением времени причинит чрезмерную заварку и произвести много вспышку и пузырь, приводящ в плохое воздухонепроницаемом, должен оплатить внимание. Охлаждая (держа) время для кристаллической пластмассы, если будет затвердета температура под точкой плавления, соединение, то обычно время давления поддержано между 0.1-0.2 секундами. AMMA пластиковое).
Применения в автомобиле:
Ультразвуковая заварка пятна главным образом использована в автомобильных внутренних частях. Ультразвуковая заварка пятна в звукоизоляционном хлопке чехла двигателя, кожуха хобота и колеса, и hallstand чувствовала. Ультразвуковую заклепывая заварку можно использовать в заварке выхода кондиционирования воздуха автомобиля, зеркале заднего вида автомобиля, ручках автомобильной двери, автомобильной двери руки и так далее.
Автомобильные пластиковые части главным образом сварены в нештатном ультразвуковом сварочном оборудовании, длинном дизайне мульти-станции, с управлением программы PCL и деятельностью LCD, большая автомобильная сложная заварка workpiece, включая различные направления сваривая поверхности, во множественных положениях.
![]()
![]()
![]()
![]()
![]()
![]()
Оплата:
Бирка: ультразвуковой сварщик пятна, звуковой сварочный аппарат
![]()
вопросы и ответы:
1. Что ультразвуковая заварка прокола?
Ультразвуковая заварка прокола только один вид ультразвуковой заварки. Она принадлежит заварке энергии или разрушительной заварке. Она широко использована в автомобильной промышленности.
2.How для использования ультразвуковой технологии заварки прокола?
Это было решенным материалом субпродукта, самое лучшее такого же материала, или смесью материалов и других материалов. Оно зависит дальше ли ультразвуковую волну материала 2 видов можно сплавить. Вы можете отправить материал для попытки испытать.
3.How для того чтобы конструировать ультразвуковую заварку прокола?
Обычно оно вверх и вниз сваривать. Характеристики заварки прокола, там определенно будут шрамом на одной стороне, другая сторона не могут быть увидены. Много клиентов относятся о материальных вопросах и также они заботят о том, как конструировать. Некоторые разницы в продуктах различной ультразвуковой заварки прокола.
Контактное лицо: Hogo Lv
Телефон: 0086-15158107730
Факс: 86-571-88635972